一、氣門損壞的原因
1. 氣門錐面磨損的原因
( 1 )發動機工作時,進排氣門頻繁開閉,與氣門座相互碰撞,同時受到汽缸內高溫燃燒氣體的沖擊,致使氣門錐面發生氧化,產生磨損、凹陷或斑點。
( 2 )車子長期在塵土較多的地區行駛,不經常清洗空氣濾清器,氣門錐面受到隨空氣進入汽缸內的雜質的沖刷,引起磨損。
2. 氣門燒蝕的原因
( 1 )活塞環(油環)彈力下降或活塞裙部偏心,產生間隙,發動機工作時過多滑油滲入燃燒室,引起燃燒不良,在氣門錐面上形成積碳,影響了氣門的散熱和正常熱平衡,使氣門溫度升高,熱負荷劇增,從而使氣門邊緣燒蝕。
( 2 )氣門間隙調整過小或氣門彈簧壓力不夠引起漏氣,或發動機潤滑系統工作不良,使氣門長時間被燃燒的混合氣加熱得不到冷卻而燒蝕,甚至產生裂紋。
3. 氣門錐面及頸部腐蝕的原因
如果受到強烈的廢氣流的沖刷和酸性物質的腐蝕,氣門錐面與頸部就會產生麻點,嚴重時表面會呈蜂窩狀。
4. 氣門桿磨損的原因
氣門桿磨損,是由于工作時與氣門導套不斷摩擦引起的。氣門桿磨損后,與氣門導套配合間隙增大,工作時來回晃動,就會使氣門錐面偏磨,從而引起漏氣。
5. 氣門彎曲與斷裂的原因
( 1 )由于氣門間隙調整不當或汽缸頭與汽缸體間的襯墊太薄,造成活塞在上止點時碰撞氣門而導致氣門彎曲或斷裂。
( 2 )長時間超負荷或超速行駛,排氣溫度過高,使材料組織發生變化,強度急劇下降而斷裂。
6. 氣門桿端面磨損的原因 此磨損屬正常磨損。如氣門硬度偏低,磨損會更嚴重些。 ?
二、如何保養氣門
要想避免氣門短期損壞,延長使用壽命,必須按照說明書上的規定進行保養,同時注意以下幾個問題。
1. 定期檢查和調整氣門間隙。氣門間隙調整不當或調整不及時,很容易使氣門損壞、發動機不能正常運轉。
2. 長距離行駛后應及時分解發動機,檢查氣門,如發現錐面上有深溝或麻點,應進行修磨,積碳應及時刮凈。
3. 使用規定牌號的燃油和潤滑油。
三、氣門的修磨
氣門損壞后,可根據不同情況,按下面的方法進行處理。
1. 氣門頂部產生裂紋或燒蝕,應予更換。
2. 氣門桿端面磨損后,可在外圓磨床上磨平,恢復其光滑表面后再使用。
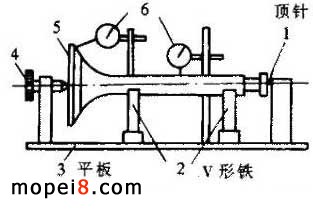
3. 氣門桿的彎曲度超過 0.03mm 。氣門頂部的歪曲偏擺超過 0.02mm 時,通常可將凸起部分置于手動壓力機上予以校正,然后置于 V 型鐵上用百分表進行檢查,直至合格為止,見圖 所示。
4. 若氣門錐面上有黑色積碳和灰白色的氧化鉛,可將其放在煤油里浸泡,待泡軟后,再用木制刮器或銅制刷子清除。
5. 若氣門桿磨損不嚴重,其圓度和圓柱度偏差尚未超過 0.03mm 時,可在無心磨床上修磨至修理尺寸,然后再用鍍鉻方法修復。
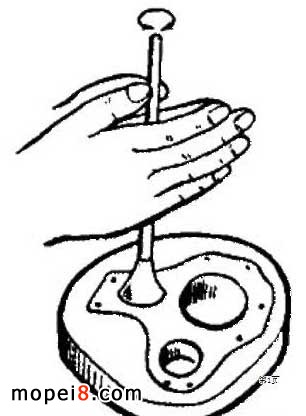
6. 氣門錐面上的輕微麻點、凹坑等,通常用手工研磨方法消除。研磨前將氣門、氣門座與導套用汽油清洗干凈,然后在氣門錐面上涂上粗研磨膏,用橡膠捻子吸住氣門頂部反復轉動并轉換位置,將麻點、凹坑等研磨掉。當氣門錐面上出現一條白色的環帶時,再換用細研磨膏進行精研。最后將研磨膏用汽油沖洗掉,涂上潤滑油,再研磨幾分鐘即可,見圖 所示。
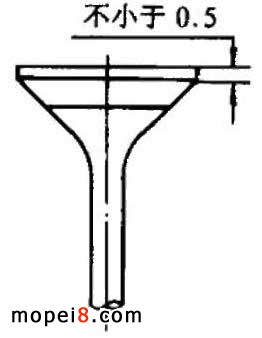
7. 對氣門錐面上較深的麻點、凹坑和斑痕,則應在氣門磨光機上進行修磨。如無上述設備,也可在臺鉆、小車床或手電鉆上用夾頭夾緊氣門并校準其同心度,然后開動電門,用細的平銼刀沿錐面將缺陷銼去,再在銼刀上裹一層 00 號細砂布對錐面進行磨光。修磨時速度不宜太高,動作要平穩。如發現氣門頂邊緣厚度小于 0.5mm (見圖所示)或翹曲變形,則應予更換。
修磨后的氣門與氣門座是否吻合、不漏氣,可用如下兩種方法檢查:
( 1 )在氣門錐面上涂一層薄薄的紅丹油或藍印油,然后將氣門輕壓在氣門座上旋轉 1/4 轉后拔出,若在氣門座上有一圈不間斷的經丹油或藍印油痕跡,即表示密封性良好。
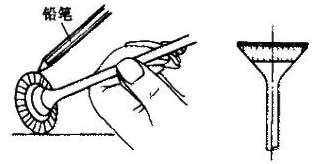
( 2 )用軟鉛筆( 4B 或 5B )在氣門錐面上劃上若干條線條,然后與氣門座接觸旋轉 1/4 轉后拔出,如氣門錐面上的鉛筆線條均被切斷,也說明密封良好,見圖 所示。